:format(webp):no_upscale():watermark(c7b7561ab226779.s.siteapi.org/watermark/cyv0gmm1f7wo48gow0g84kks4ccw8g,-1,-1,0,15,none)/s.siteapi.org/c7b7561ab226779/img/156y16uxkgaosw4so0gog0wsk88c8o "Магнитный сверлильный станок AT-3500EK")
:format(webp):no_upscale():watermark(c7b7561ab226779.s.siteapi.org/watermark/cyv0gmm1f7wo48gow0g84kks4ccw8g,-1,-1,0,15,none)/s.siteapi.org/c7b7561ab226779/img/qp1xlo2ht68swggso8cosgg0cg4440 "Магнитный сверлильный станок RMD-38")
:format(webp):no_upscale():watermark(c7b7561ab226779.s.siteapi.org/watermark/cyv0gmm1f7wo48gow0g84kks4ccw8g,-1,-1,0,15,none)/s.siteapi.org/c7b7561ab226779/img/bzkqeizfud4wkwg4gkg8wg0wcok8ws "Магнитный сверлильный станок Rodmix RDM-68TM 510000681, sibprotools.ru")
:format(webp):no_upscale():watermark(c7b7561ab226779.s.siteapi.org/watermark/cyv0gmm1f7wo48gow0g84kks4ccw8g,-1,-1,0,15,none)/s.siteapi.org/c7b7561ab226779/img/1sa584vv7nggs84w8c80c40ok08888 "Корончатые сверла (кольцевая фреза) HSS, Weldon19, длина 80 мм.")
:format(webp):no_upscale():watermark(c7b7561ab226779.s.siteapi.org/watermark/cyv0gmm1f7wo48gow0g84kks4ccw8g,-1,-1,0,15,none)/s.siteapi.org/c7b7561ab226779/img/sx38d54ltv4sgc40sss8w4sckgcog4 "Корончатые сверла (кольцевая фреза) HSS, Weldon19, длина 110 мм.")
:format(webp):no_upscale():watermark(c7b7561ab226779.s.siteapi.org/watermark/cyv0gmm1f7wo48gow0g84kks4ccw8g,-1,-1,0,15,none)/s.siteapi.org/c7b7561ab226779/img/80c35r9y58w84w8o40ww8ckc0g8cko "Корончатое сверло по металлу ТСТ, Rodmix")
:format(webp):no_upscale():watermark(c7b7561ab226779.s.siteapi.org/watermark/cyv0gmm1f7wo48gow0g84kks4ccw8g,-1,-1,0,15,none)/c7b7561ab226779.s.siteapi.org/img/kn1ht2euho0so4408w0ssc408g0so "Ступенчатое сверло 4-12 мм, прямая канавка")
:format(webp):no_upscale():watermark(c7b7561ab226779.s.siteapi.org/watermark/cyv0gmm1f7wo48gow0g84kks4ccw8g,-1,-1,0,15,none)/s.siteapi.org/c7b7561ab226779/img/drh9fsy7a7kssccw448kksogwc0gck "СОЖ (смазочно-охлаждающая жидкость) концентрат Himkod AQUALIX 1:20, 10л.")
:format(webp):no_upscale():watermark(c7b7561ab226779.s.siteapi.org/watermark/cyv0gmm1f7wo48gow0g84kks4ccw8g,-1,-1,0,15,none)/s.siteapi.org/c7b7561ab226779/img/onqk07gwne8sk84so0ko4ck8wkkog8 "Переходник Weldon 19 - 1/2 20UNF")
:format(webp):no_upscale():watermark(c7b7561ab226779.s.siteapi.org/watermark/cyv0gmm1f7wo48gow0g84kks4ccw8g,-1,-1,0,15,none)/c7b7561ab226779.s.siteapi.org/img/3e9vqerswjc44000k0gsksg8g4808o "Патрон (переходник КМ3 на Weldon 32) weldon 32, без СОЖ")
:format(webp):no_upscale():watermark(c7b7561ab226779.s.siteapi.org/watermark/cyv0gmm1f7wo48gow0g84kks4ccw8g,-1,-1,0,15,none)/c7b7561ab226779.s.siteapi.org/img/idvtnh754x4o40og8ckc0s8wk0k88k "Штифт для корончатого сверла 6,34*103, со ступенькой")
:format(webp):no_upscale():watermark(c7b7561ab226779.s.siteapi.org/watermark/cyv0gmm1f7wo48gow0g84kks4ccw8g,-1,-1,0,15,none)/c7b7561ab226779.s.siteapi.org/img/eegiqrejf88c40c8gkkoogkc84sw8g "Штифт для корончатых сверил 7,98*103 мм")
:format(webp):no_upscale():watermark(c7b7561ab226779.s.siteapi.org/watermark/cyv0gmm1f7wo48gow0g84kks4ccw8g,-1,-1,0,15,none)/s.siteapi.org/c7b7561ab226779/img/ajuyxfpyjtc8k8ggcgc4scksc88o80 "Круг шлифовальный METALL+INOX 125*6*22,23 мм WA 24 RBF")
:format(webp):no_upscale():watermark(c7b7561ab226779.s.siteapi.org/watermark/cyv0gmm1f7wo48gow0g84kks4ccw8g,-1,-1,0,15,none)/s.siteapi.org/c7b7561ab226779/img/sg7btxgkba8gskws40wsoso48s0c8w "Круг отрезной METALL+INOX 125*1.0*22.23 WA 60 S8BF")
:format(webp):no_upscale():watermark(c7b7561ab226779.s.siteapi.org/watermark/cyv0gmm1f7wo48gow0g84kks4ccw8g,-1,-1,0,15,none)/s.siteapi.org/c7b7561ab226779/img/r9xqxq0zqk0oo4gcoo0kskwc4c0k00 "Круг отрезной METALL+INOX 230х1.8х22,23 WA 36 S8BF")
:format(webp):no_upscale():watermark(c7b7561ab226779.s.siteapi.org/watermark/cyv0gmm1f7wo48gow0g84kks4ccw8g,-1,-1,0,15,none)/s.siteapi.org/c7b7561ab226779/img/omj1ioz9br4w40wwos84oswscoc048 "Машина шлифовальная угловая DCK KSM04-125, 1020Вт, регул. скорости, эл. регулятор оборотов")
:format(webp):no_upscale():watermark(c7b7561ab226779.s.siteapi.org/watermark/cyv0gmm1f7wo48gow0g84kks4ccw8g,-1,-1,0,15,none)/s.siteapi.org/c7b7561ab226779/img/2pyhuh0hego4og0owgook8c484gwcg "Машина шлифовальная угловая DCK KSM10-125, 1100Вт, пылезащита, усиленные шестерни.")
:format(webp):no_upscale():watermark(c7b7561ab226779.s.siteapi.org/watermark/cyv0gmm1f7wo48gow0g84kks4ccw8g,-1,-1,0,15,none)/s.siteapi.org/c7b7561ab226779/img/7u8k3590pp8g040cc88o8w0880ws40 "Машина шлифовальная угловая DCK KSM05-125, 1500Вт, эл. стабилизация оборотов, анти-рестарт")
:format(webp):watermark(c7b7561ab226779.s.siteapi.org/watermark/cyv0gmm1f7wo48gow0g84kks4ccw8g,-1,-1,0,15,none)/s.siteapi.org/c7b7561ab226779/img/1ig10fwztz0gsc0o4ws8sgcos0cgsg "Аренда магнитных сверлильных станков")
Причины поломки корончатого сверла
Когда к нам приходит рекламация от наших потребителей на поломку
корончатых сверл (кольцевых фрез), многолетний опыт работы позволяет нам утверждать,

что в 89% случаев причина, приводящая к поломке — человеческий фактор.
Достаточно знать и не допускать условий и причин, которые
наиболее часто приводят к поломке кольцевых фрез:
- Большой люфт направляющих станка. В руководстве по эксплуатации большинства производителей магнитных сверлильных станков указывается, что необходима своевременная регулировка направляющих.
- Чрезмерное усилие на рукоятку подаче, передающееся на сверло.
- Зажимной патрон, имеющий сильное радиальное биение (как правило при механических повреждениях).
- Сверление ненадежно закрепленных деталей.
- Рассверливание уже имеющихся отверстий.
- Выполнение отверстий «внахлест».
- Сверление многослойного материала - «сэндвича» (для сверления многослойных материалов требуется использование специальных сверл).
- При работе не используется СОЖ. Также при использовании в качестве СОЖ неподходящей для этого жидкости.
- Слабое притяжение электромагнитного основания. Этому может служить: неисправности электромагнита; неровная (с большой шероховатостью, рельефной) поверхность; загрязнение поверхности; попадания посторонних предметов между электромагнитным основанием и поверхностью.
- При сверлении профильного материала и металла переменной толщины.
Три функции выталкивающего штифта для кольцевой фрезы
Что такое выталкивающий штифт (направляющая, пилот)?
Выталкивающий штифт или направляющая для корончатого сверла, является одним из обязательных аксессуаров при выполнении отверстия фрезой. Тем не менее, некоторые потребители, впервые столкнувшись с корончатым сверлением, нередко забывают как о необходимости его приобретения вместе со сверлом, так и о функциях, которые он выполняет, либо же просто им пренебрегают. Необходимость обязательного использования выталкивающего штифта обусловлена самой технологией и принципом корончатого сверления – в отличие от спирального сверла, материал высверливается только по окружности, а не по всей площади круглого отверстия. В связи с этим, использование направляющей необходимо для решения следующих возникающих проблем:
Центрирование отверстия
Сверление отверстий в деталях, заготовках, балках для

производства металлоконструкций и других материалах
требует, прежде всего, исключительной точности и качества
выполнения данного типа задач. Очевидно, что при
использовании корончатого сверла, являющегося полым внутри,
его невозможно точно расположить в месте, где необходимо
произвести отверстие. Именно из этого следует и первая функция
пилота – четкое центрирование и последующее удержание
сверла в необходимой позиции. Использование направляющей
позволяет избежать проскальзывания фрезы по материалу, а также
добиться максимальной точности выполнения отверстий.
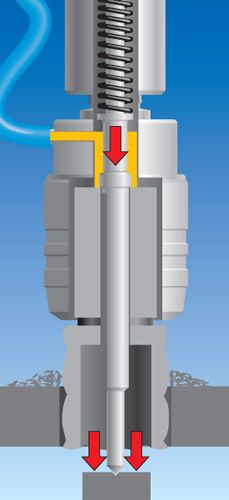
Открытие клапана подачи смазочно-охлаждающей жидкости
При сверлении отверстий одним из самых важных факторов,

является охлаждение инструмента. Охлаждение и смазывание обеспечивают
скорость, аккуратность выполнения отверстий, чистоту поверхности.
Так же охлаждение необходимо для значительного продления срока службы инструмента.
При подводе фрезы к материалу, выталкивающий штифт упирается в него, а затем за счёт того,
что он может свободно уходить внутрь патрона, поднимаясь вверх, открывается клапан
подачи смазочно-охлаждающей жидкости, и она попадает внутрь сверла.
Благодаря этому обеспечивается непрерывное охлаждение и смазка
инструмента на всем этапе сверления.
Выталкивание остатков материала
Данная стадия является завершающей в процессе выполнения отверстия
кольцевой фрезой. После окончания сверления материал, заполняющий
внутренний объем отверстия, остается внутри сверла. Тем самым мешая
продолжать сверление и переходить к новому отверстию.
В этом и заключается третья и последняя функция направляющей.
Штифт, уходя внутрь, сжимает пружину, которая установлена внутри патрона.
И как только фреза проходит всю толщину заготовки,
он с усилием выталкивает остаточный материал (пятак) наружу. Благодаря
этому можно, не прерывая процесс работы перейти к выполнению следующего
отверстия. При приобретении корончатого сверла, так же необходимо обратить
внимание на то, что для различных диаметров и типов исполнения фрез служат
различные типы и размеры направляющих.
Отдельные направляющие следует использовать при работе с удлинителями
для кольцевых фрез и переходниками.
Виды хвостовиков корончатых сверил
ВИДЫ ХВОСТОВИКОВ
При выборе корончатого сверла для магнитного сверлильного станка, помимо длинны, диаметра, исполнения материала, важным параметром для вас станет хвостовик корончатого сверла. Существует 3 основных вида хвостовиков, с которыми выпускаются корончатые сверла (кольцевые фрезы):
- WELDON19/WELDON32
- ONE-TOUCH (UNIVERSAL) 19
- FEIN QUICK-IN
WELDON19/WELDON32
Хвостовик weldon представляет собой цилиндр с опорными площадками для надежной фиксации

инструмента винтами. Хвостовик WELDON бывает диаметром 19 мм
(для фрез размером от 12 до 50 мм) и 32 мм (от 50 и выше).
Подходят такие наконечники практически для любых сверлильных станков.
Но есть два исключения – для японского оборудования
со стандартом NITTO и станков FEIN сверло Weldon не подходит.
ONE-TOUCH/UNIVERSAL 19 мм
Является универсальным хвостовиком, разработан для применения в практически любых станках.
")
Совместим со многими быстрозажимными патронами. Совмещает в себе, в том числе, хвостовик
weldon и nitto. Отличительной особенностью данного хвостовика является
три круглых паза выемки, имеет также одну плоскость для крепления винтом (для Weldon).
Все это делает его очень удобным для регулярного использования.
Данный хвостовик не подходит в станки FEIN c посадочными гнездами Quick IN.
FEIN QUICK-IN
Корончатые сверла с такими хвостовиками выпускаются специально для магнитных дрелей FEIN.

Представляет собой цилиндр с двумя точками. Недостатком такого хвостовика, является то, что
кольцевые фрезы с хвостовиками FEIN QUICK-IN не подходят работы в магнитных станках других
производителей и наоборот.
Хвостовик корончатого сверла не ограничивает применение корончатых сверл, достаточно
воспользоваться переходником с одного хвостовика на