Что такое выталкивающий штифт (направляющая, пилот)?
Выталкивающий штифт или направляющая для корончатого сверла, является одним из обязательных аксессуаров при выполнении отверстия фрезой. Тем не менее, некоторые потребители, впервые столкнувшись с корончатым сверлением, нередко забывают как о необходимости его приобретения вместе со сверлом, так и о функциях, которые он выполняет, либо же просто им пренебрегают. Необходимость обязательного использования выталкивающего штифта обусловлена самой технологией и принципом корончатого сверления – в отличие от спирального сверла, материал высверливается только по окружности, а не по всей площади круглого отверстия. В связи с этим, использование направляющей необходимо для решения следующих возникающих проблем:
Центрирование отверстия
Сверление отверстий в деталях, заготовках, балках для
производства металлоконструкций и других материалах
требует, прежде всего, исключительной точности и качества
выполнения данного типа задач. Очевидно, что при
использовании корончатого сверла, являющегося полым внутри,
его невозможно точно расположить в месте, где необходимо
произвести отверстие. Именно из этого следует и первая функция
пилота – четкое центрирование и последующее удержание
сверла в необходимой позиции. Использование направляющей
позволяет избежать проскальзывания фрезы по материалу, а также
добиться максимальной точности выполнения отверстий.
Открытие клапана подачи смазочно-охлаждающей жидкости
При сверлении отверстий одним из самых важных факторов, 
является охлаждение инструмента. Охлаждение и смазывание обеспечивают
скорость, аккуратность выполнения отверстий, чистоту поверхности.
Так же охлаждение необходимо для значительного продления срока службы инструмента.
При подводе фрезы к материалу, выталкивающий штифт упирается в него, а затем за счёт того,
что он может свободно уходить внутрь патрона, поднимаясь вверх, открывается клапан
подачи смазочно-охлаждающей жидкости, и она попадает внутрь сверла.
Благодаря этому обеспечивается непрерывное охлаждение и смазка
инструмента на всем этапе сверления.
Выталкивание остатков материала
Данная стадия является завершающей в процессе выполнения отверстия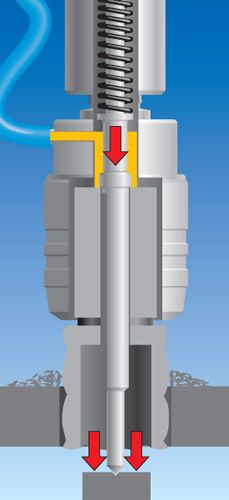
кольцевой фрезой. После окончания сверления материал, заполняющий
внутренний объем отверстия, остается внутри сверла. Тем самым мешая
продолжать сверление и переходить к новому отверстию.
В этом и заключается третья и последняя функция направляющей.
Штифт, уходя внутрь, сжимает пружину, которая установлена внутри патрона.
И как только фреза проходит всю толщину заготовки,
он с усилием выталкивает остаточный материал (пятак) наружу. Благодаря
этому можно, не прерывая процесс работы перейти к выполнению следующего
отверстия. При приобретении корончатого сверла, так же необходимо обратить
внимание на то, что для различных диаметров и типов исполнения фрез служат
различные типы и размеры направляющих.
Отдельные направляющие следует использовать при работе с удлинителями
для кольцевых фрез и переходниками.





")
